超硬合金を切削できるボールエンドミル。
超硬合金加工向けダイヤモンドコーティングを開発。
抜群の硬さと靭性、そして密着力!最強のコーティング。
超硬合金加工に最適な刃形状を採用し、驚異的な「深」切込みを実現しました。
特に中荒から仕上げ加工において、むしれの無い良好な加工面を実現しました。
UDCBの切削状況を動画で確認
| 被削材 | ||||||
|---|---|---|---|---|---|---|
| 炭素鋼 S45C S55C |
合金鋼 SK・SCM SUS |
プリハードン鋼 NAK HPM |
焼入れ鋼 | 鋳鉄 | ||
| (~55HRC) | (~60HRC) | (~70HRC) | ||||
| アルミ合金 | グラファイト | 銅 | 樹脂 | ガラス入り樹脂 | チタン合金 | 超耐熱合金 | 超硬合金 | 硬脆材 |
|---|---|---|---|---|---|---|---|---|
| ○ ※ |
☆ | ◎ |
※ガラス入り樹脂にはDCB・DCLBを推奨いたします。
3体積91mm³をR0.5ボール1本で加工可能!
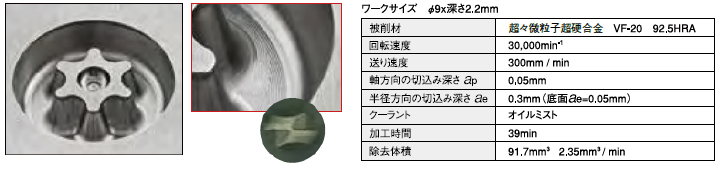
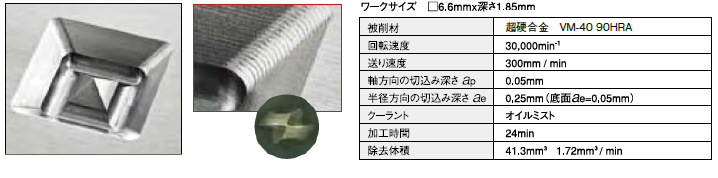
きれいなカッタマーク!均一な加工面を実現!

備考:
・切削抵抗が大きいため、剛性の低い機械での加工は推奨できません。
・加工機は十分な暖気運転を行い、主軸の伸びが安定してから加工を開始してください。
・工具の突き出し長は最低限としてください。
・コーティングがつきまわったシャンク部はチャッキングしないでください。刃先の振れが大きくなったり、工具が抜けなくなることがあります。
・加工機上での刃先の振れを確認し、小さい振れで加工を実施してください。
・アプローチは傾斜もしくはヘリカルを推奨致します(傾斜角度は1°以下推奨)。
・回転速度を下げる場合は、送り速度も同じ比率で下げてください。
・エアブローが最も工具寿命を延ばしますが、油性切削油やオイルミストも使用できます。
・切りくずが重いため、エアブローやクーラントを加工点に確実に供給し、切りくずを除去してください。
・加工状況によっては火花が出ることがありますので、発熱や発火にご注意ください。
・切りくずや粉塵が人体に入らないように、保護めがねやマスクなどを着用してください。